News
Smoke and dust found in industrial emissions are both classified as
particulate matter (PM), a key component in air quality and environmental
monitoring. Accurately measuring PM levels is crucial for maintaining
compliance with regulatory standards, protecting public health, and ensuring
the efficient operation of industrial systems. Two widely used techniques
for monitoring PM are opacity measurement and the triboelectric effect
method. Each technique offers unique benefits and is suited to different
operational conditions...
Material handling is a cornerstone of industrial
efficiency and productivity, and two prominent technologies in this domain
are mechanical conveyors and pneumatic conveying systems. These systems
serve the same fundamental purpose, moving materials from one point to
another, but they do so in radically different ways. Mechanical conveyors
use physical components such as belts, buckets, chains, or screws to move
material, while pneumatic conveying relies on air or another gas to carry
materials through a pipeline using either positive or negative pressure.
Striking the right balance between these systems requires an understanding
of their respective strengths, limitations, applications, and operational
costs.
Notice of EGM and General Meeting Wednesday 9th July 2025
INVITATION NOTICE: Our Summer meeting is now an
EXTRAORDINARY GENERAL MEETING
Wednesday 9th July 2025
The Moat House Hotel, Lower Penkridge Rd, Acton
Trussell, Stafford ST17 0RJ
Start: 10.00am (arrival from 9.30am)
FREE on-site parking and buffet
lunch provided
Need a room? Book here: https://moathouse.co.uk/
All members are invited to our
Summer meeting, which is now an Extraordinary General Meeting (EGM).
Please register here:
https://forms.gle/NYZzZCmQcq6TkAmv6
At the AGM held in May we discussed the
possibility of changes to the constitution to allow end users to join the
association. It was decided by vote to hold an EGM to discuss this further
and vote on the matter formally (as to make this change would mean changing
the constitution and can only be decided at an AGM or EGM providing enough
notice has been given to members).
We will add this to the meeting agenda and
instead of a vote in the room by show of hands it has been agreed to hold an
electronic vote. A link to do this will be provided at the meeting and also
sent out via email to all members to be able to participate.
There will also be the usual updates from
the General Secretary and Chairman as well as a guest presentation and
introductions from some of our recent new members.
Are you interested in enhancing your Sales and negotiation skills, or
looking to move into sales. Shapa are running a Sales training workshop
which is perfect for customer-facing staff that have never had any sales
training or for colleagues who want to refresh their skills. for more
information and how to book down load the flyer using the link above.
Book
your place here:
https://forms.gle/9eVgesw9ky23Vmcn6
Within the powder processing industry, there have been
a number of serious accidents involving silos that have become
over-pressurised by tankers. As a result, the Health and Safety Executive
(HSE) has issued a guidance note for bulk Cement silos, PG 3/1 (2001),
issued by the Secretary of State on this subject. Although initially aimed
at the cement, concrete and quarrying industries, the guidance has clear
implications for all industries that utilise tanker-filled silos.
Background to the Guidance Notes
In each of the incidents examined, the silos became
pressurised during pneumatic filling by a road tanker. The connection
between the reverse jet filter and the silo roof was identified as the weak
point, resulting in the filter unit weighing around 250kg being dislodged.
In at least one case, the dislodged filter seriously injured the tanker
driver. The underlying issue in each case was the pressure relief valve,
which was undersized for the maximum airflow entering the silo. These
problems were exacerbated by a lack of maintenance and by silo overfilling...
For over a century, efforts to improve air quality in
the workplace have played a vital role in occupational health and safety.
These initiatives began long before the modern understanding of respiratory
diseases, driven by the reality that people perform better, are healthier,
and are more productive in clean and well-ventilated environments. From the
dark, soot-laden factories of the 19th and 20th
centuries to today’s sophisticated industrial operations, ensuring
breathable air has been a persistent and evolving challenge.
Due to overwhelming demand for the Atex and Dsear workshop we are running
another workshop on the 24th Septemeber, follow the link for the relevant
information and booking form
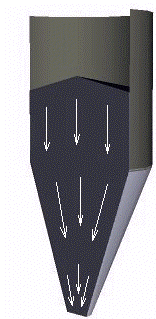
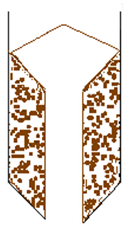
In the past, all that was needed to store materials was
a vast open space where products could be piled high and left exposed to the
elements. This simplistic approach was sufficient when the range of
materials being stored was limited and their characteristics were more
predictable. However, as time progressed, the types of materials requiring
storage expanded, becoming more diverse and complex. As a result, the need
for more sophisticated and precise storage solutions became apparent. Today,
ensuring the safe and efficient storage of bulk solid materials, each with
its own unique properties, requires a more technical approach to design and
implementation...


The Solids Handling & Processing Association (SHAPA) are delighted to
announce that the annual Solids Handling Awards to promote success and
achievement across our collective industries, are now open to all
companies registered in UK, whether SHAPA members or not, who are
directly involved in the solids handling and processing industry. This
exciting opportunity will comprise awards in nine categories:
the Innovation in Technology Award, the innovation in Safety Award, the
Inovation in Technology Award the Export Award, the Sustainability Awards, the Newcomer Award,
Supporter of the year award,
the apprentice prize award and the SHAPA
Company of the Year Award. The awards are open for application from
the 1st December 2024 and full details on how to enter your company or
colleague and applicable conditions are available on the association
website but please act quickly – the closing date for
all entries is 28th February 2025
When it comes to monitoring smoke and dust emissions,
understanding the right particulate matter (PM) measurement technique is
essential. Both smoke and dust fall under the category of PM, which can be
measured using various methods, including Opacity and Triboelectric
detection. The choice of the most suitable technique depends on several
factors, including the specific requirements of your installation and
regulatory guidelines...
Are you interested in enhancing your Sales and negotiation skills, or
looking to move into sales. Shapa are running a Sales training workshop
which is perfect for customer-facing staff that have never had any sales
training or for colleagues who want to refresh their skills. for more
information and how to book down load the flyer from the
SHAPA webpage
Nearly 20 years have passed since SHAPA first published
their Practical Guide for Suppliers and Operators of Solids Handling
Equipment for Potentially Explosive Dusts—a cornerstone document for
ensuring compliance with ATEX regulations. Endorsed by a foreword from the
Health and Safety Executive (HSE), the guide demonstrated best practices to
address the risk of dust explosions comprehensively, an area previously
overlooked in explosion safety...
Dust generation is an inevitable byproduct of most bulk
material handling systems. Even seemingly harmless food products can create
dust that poses health risks. Inhalation of dust particles can harm the
lungs, and when combined with air in certain proportions, many organic
materials become a potential explosion hazard. For this reason, dust
collection, air filtration, regular cleanup of spilled or settled dust, and
selecting the right air handling equipment are critical for any operation
involved in bulk materials storage, handling, or processing.
Once again SHAPA is holding a digital marketing workshop in conjuntion
with Hallam on the 19th November for the 16th Sucessive year. subjects this time
include, Key trends in digital marketing, LinkedIn - best practices for B2B,
Organic SEO, Google Ads for B2B, Google Analytics, Search including the use
of Social media and video Aps, Best practices and easy to use tools, follow
the link above for more information and how to book on to the course.
Size reduction is an ancient process, dating back to
when grains were crushed and ground to make flour. Today, size reduction
equipment still mills harvested materials, but it also processes a wide
range of food, chemical, pharmaceutical, and mined materials. Each industry
comes with its unique requirements, and each product presents its own
challenges. This is where the expertise of SHAPA members comes in—they have
the solutions to meet all your size reduction needs...
SHAPA continues to support the success of its
members and it was pleased to be able co-sponsor the celebration for the 50th
anniversary of the Wolfson Centre for bulk solids handling at the university
of Greenwich on the 1st August. The day started with a quarterly
SHAPA meeting with many of our members in attendance.

Due to overwhelming demand for the Atex and Dsear workshop we are running
a Third workshop on the 28th November, and is designed for anyone involved
in working or supplying equipment into potentially explosive environments in
the solids and Bulk handling industry, follow the link for the relevant
information and booking form
Most products at some stage of their life during production or
manufacture, utilise materials in powder or granulated form. This is where
the challenge can be for the designers of equipment and processes to move
these types of materials from place to place, horizontally, vertically or
somewhere in between. The conveyor or elevator designer must consider a
multitude of parameters, probably more than twenty in their pursuit of the
most effective solution...
The Solids Handling & Processing Association has indeed
achieved significant milestones over its four-decade journey, evolving from
a modest beginning in 1981 with just seven companies to a robust network of
over 100 organisations dedicated to advancing solutions in solids and bulk
handling. As SHAPA reflects on the past achievements, it is essential to
acknowledge the collective efforts that have propelled the organisation to
its current standing as an industry leader...
Once again SHAPA is holding a digital marketing workshop in conjuntion
with Hallam on the 23rd May for the 16th Sucessive year. subjects this time
include, Key trends in digital marketing, LinkedIn - best practices for B2B,
Organic SEO, Google Ads for B2B, Google Analytics, Search including the use
of Social media and video Aps, Best practices and easy to use tools follow
the link above for more information and how to book on to the course.
The Solids Handling & Processing Association is now
well into its fifth decade of continuous progress. From its initial start in
1981, with only seven member
companies, it has
become the premier trade association
for the solids and bulk handling industry.
From its early beginnings, looking to represent member
companies in trade shows, SHAPA has
developed into a portal for technical information, training, governmental
interaction, health and safety initiatives, networking forums and of course
the hosting of the Annual Solids Handling Awards.
Although the members change due to
retirements, acquisitions, and mergers - new members continue to join,
keeping the membership well above one hundred members.
Back in April 2014
when I became the General Secretary of SHAPA, taking over from John
Whitehead who had held the role for a
decade before me, it was very daunting but also an honour to be allowed to
be the latest custodian. Throughout my time in office we have embraced new
technology within the SHAPA membership and come to terms with the ever
changing way in which to market ourselves as the digital revolution has
taken hold. We also started the Solids Handling Awards
with an
initial five awards in 2015 This has
grown to nine award categories this year, as well as recognising those
individuals who have made a major contribution to the Industry...
Due to overwhelming demand for the Atex and Dsear workshop we are running
a second workshop on the 24th septemeber, follow the link for the relevant
information and booking form
Following
requests from the membership The SHAPA Technical Committee have arranged an
introduction to ATEX and DESAR workshop on the 6th June
especially for the members and will be designed for anyone involved in
working or supplying equipment into potentially explosive environments in
the solids and Bulk handling industry. for more information and booking
form follow the link above....
While organisations are having to consider improving their carbon footprint
through solar panels, better heating controls and electrifying their fleet
of vehicles to meet their customers’ requirements to have a green supply
chain. An easy win is to look at the automation of your system and
processes. By upgrading your systems not only do you improve your green
credentials you can also save energy thereby reducing costs and increasing
your operational efficiency...
Please find a link to the agenda for the next SHAPA General meeting to be
held at the george Hotel in Lichfield on the 17th January
The Solids Handling & Processing Association (SHAPA) are delighted to
announce that the annual Solids Handling Awards to promote success and
achievement across our collective industries, opens on the 1st
December 2023 to all
companies registered in UK, whether SHAPA members or not, who are
directly involved in the solids handling and processing industry.
This exciting opportunity will comprise awards in nine categories:
the Innovation in Technology Award, the Innovation in Safety Award, the
Innovation in Training and Development Award, the Export Award, the Sustainability Award, the Newcomer Award,
the Apprentice Prize Award, Supporter Award and the SHAPA
Company of the Year Award.
Please find a link to the agenda for the next SHAPA general meeting to be
held at the George Hotel in Lichfield on the 1st November
SHAPA have put together a HR workshop has been
exclusively designed for SHAPA members to improve the awareness of
HR for non-financial managers and those who are new
to finance and accounts. It will be facilitated by Quest our Business
helpline providers, The training covers all the main
areas needed to understand HR issues and covers the following
main topics...
It is well established that the SHAPA membership comprises many exceptional
companies in bulk materials handling and processing, their combined
experience and knowledge amounting to a few centuries. All this knowledge is
freely via the SHAPA website
www.shapa.co.uk . This website is an invaluable resource for all end
users, project engineers, design engineers and specifiers engaged in new
projects, updating plant and installations, or simply looking for life
extending efficient maintenance...
Once again SHAPA is holding a digital marketing workshop in conjuntion
with Hallam on the 10th October for the 15th Sucessive year. subjects this
time include, Key trends in digital marketing, AI for digital marketing,
Analytics , Account based marketing , The future of search and e-prvacy as
well as the normal question and answer sessions. for more information
follow the title link above.
Size reduction is one of the oldest processes known to
man from before time when grains were pounded and ground to make flour. Size
reduction machines still mill harvested materials but also a vast variety of
other food, chemical, pharmaceutical, and mined materials too. Every
industry has its own requirements and every product presents its own
challenges; this is where the expertise within the SHAPA membership have the
solutions to all your size reduction requirements.
Please find a link to the agenda for the next SHAPA general meeting to be
held in Lichfield on the 12th July
Last
year was very much a year of consolidation and subtle change – at least for
many parts of the UK economy, and indeed for many at an individual level.
Trends such as “on-shoring” – or the reverse of “off-shoring” - started to
bear fruit. Many “low cost” economies had begun to lose their pricing
advantage in manufacturing. As an example, labour rates in industrial parts
of China post Covid were beginning to chase those of USA. Furthermore,
increasing transport costs from far flung places were allowing home grown
industry to compete more robustly.
Last year when I stood in from of the SHAPA Annular General Meeting, things
looked pretty grim. In fact it’s easy
to forget just how grim. We had just
witnessed outbreak of war in Europe, for the first time in 70 years.
Energy prices were exploding and there were threats of a cold winter
with no Russian gas. There was
potential for global food shortages, and threats of nuclear Armageddon.
Brexit was causing a lot of problems with components and materials import
and export...
2023 has once again been an excellent year for the
Solids Handling industry with many successes in all areas of solids and
material handling, all the nominations for these awards show the strength
and depth of the solids handling industry and we thank all the nominees for
sharing their own successes. SHAPA is pleased to announce the winners of
this year’s awards which include two new categories, Innovation in Safety
and Innovation in Training and Development
SHAPA have put together a finance workshop has been
exclusively designed for SHAPA members to improve the awareness of finance
and accounting for non-financial managers and those who are new to finance
and accounts. It will be facilitated by Mathew Jaques, Mathew is a qualified
Chartered Accountant and Chartered Tax Advisor who has inside knowledge of
the Bulk Solids Industry as well as experience in the large accounting
organisations. The training covers all the main areas needed to understand
financial reporting and covers the following main topics. Financial
management essentials,
Key financial statements, Analysing financial information and
Budgeting and budgetary control
It is well known that an elegant design that
works reliably, is devoid of baulking obstructions and ambiguities and is
simple to understand and operate, is of necessity the result of ingenuity,
experience, good applied science and engineering. Crucially the designers
will have taken the time to learn about the owners’ and operators’
materials, processes and needs. SHAPA has been promoting design excellence
in solids handling and processing machinery and techniques for more than
Forty years and the latest
manifestation of this progressive focused thinking may be seen in the SHAPA
website www.shapa.co.uk.
Please find a link to the agenda for our next SHAPA
general meeting to be held in the George Hotel Lichfield on the 22nd
February 2023. In addition to a Q&A slot from Jack Semple at EAMA we also
have a new member introduction presentation as well as speakers from
UK Export Finance and the Department for International Trade. If you
wish to come along email info@shapa.co.uk
for more details
Recently the SHAPA technical committee have reviewed the information
available and updated the advice given in the two publications within the
SHAPA technical library available at
https://www.shapa.co.uk/technical.php
these being Compliance with Legislation Implementing the Atex directive and
an Atex PowerPoint presentation
The Solids Handling & Processing Association (SHAPA) are delighted to
announce that the annual Solids Handling Awards to promote success and
achievement across our collective industries, opens on the 1st
December 2022 to all
companies registered in UK, whether SHAPA members or not, who are
directly involved in the solids handling and processing industry.
This exciting opportunity will comprise awards in eight categories:
the Innovation in Technology Award, the Innovation in Safety Award, the
Innovation in Training and Development Award, the Export Award, the Sustainability Award, the Newcomer Award,
the Apprentice Prize Award and the SHAPA
Company of the Year Award.
It
used to be that all you needed to store your materials was a large area
where your product could be piled high on top of itself out in the open air.
As time has moved forward the need for more sophisticated storage solutions
are required in order to safely store the ever increasing range of bulk
solid materials with their differing properties. In order to achieve this a
more technical approach is required for the design of your storage
solutions.
Message from the SHAPA Chairman
Good Morning All
I’m writing this to you today having just returned from
holiday. I’m sure you are all as saddened as I was to hear of the
passing of The Queen last week, even if not entirely surprised. The
Monarchy is not something that we think about every day in business, but I
do think Queen Elizabeth has been an enduring, recognisable symbol of our
country around the world for all of our lifetimes. Prime Minsters come
and go, and most people abroad wouldn’t know the name of our current PM if
you asked them – but almost everyone in the world knew who The Queen was.
She performed well in acting as a focus for national identity, unity and
pride, giving a sense of stability and continuity above the revolving door
of political leaders.
I’ve been lucky enough to travel to many
parts of the world, and for all our faults, I usually find that Britain and
the Brits are generally mostly held in good regard wherever I go.
Brits at home often have doubts about the value of our monarchy, and I’m
sure many of you will have been as appalled as I have been by the antics of
some of the junior members of the Royal Family, but thankfully these seem to
be below the horizon of the wider world. I was travelling in the
Republic of Ireland last week - people there always ask “where are you
from?” and after saying “England”, several times people expressed their
condolences for our loss. This struck me as a sharp contrast to the
disdain in which the British political class are mostly still held in
Ireland, due to the difficult history of British rule even though it ended a
hundred years ago on most of the island.
The freedom from political involvement
gives our monarch an advantage as a head of state abroad, representing our
country in a way that’s not tainted by the politics of wrangling over home
or foreign policy. It gives a “brand awareness” that should not be
undervalued.
The current difficulties we face are perhaps the worst
we have seen in our lifetime – soaring inflation, energy shortage,
rock-bottom confidence in the future, severe damage to trade and labour by
our badly conceived and unfinished Brexit, and an unpredictable war in
Europe, to say nothing of the worsening crisis of climate change.
Getting through these will stretch our politicians and all of us as business
people; but as we do our best to lead our companies through the tough times,
we’ll have a new monarch who I am confident will do his best to show the
world that Britain is still open for business, communication and culture.
Charles III has a tough act to follow, but in spite of his failings he does
have a lifetime track record of service to community, charity and worthwhile
causes, so I think his heart is in the right place, and he has a sound
foundation on which to build – so I think he’ll be an asset to our country.
So I say to you all – God rest The Queen. And God
save The King.
Mike Bradley
SHAPA are once again holding the 14 th Digital Marketing Workshop, this
highly successful event helps keep pace with the latest developments in
Digital Marketing. The event is exclusively for member companies and covers,
whats new in Digital Marketing, Google analytics (GA4), how to create a
marketing strategy, and measuring what matters to name but a few of the
areas to be covered. For more information follow the link above.
There are many types of valves used within the bulk handling industry for
controlling, conditioning or diverting the flow of powders or liquids. There
are three main types of valves, these being shut off, diverter and rotary
valves. These types of valves are use in a variety of many differing
applications, some products are used to feed or discharge mixers or other
processing vessels...
Dates released for October and November events
The following events have now been arranged
UKCA Workshop 5th
October 2022
UKCA Workshop 12th
October 2022
SHAPA General Meeting 2nd November 2022
Digital
Marketing Workshop 17th November 2022
More details to follow soon
Digital Marketing Workshop Rescheuled for the 17th November
2022
Shapa are holding the 14 th Digital Marketing Workshop, this
highly successful event helps keep pace with the latest developments in
Digital marketing. The event is exclusively for member companies and covers,
whats new in Digital Marketing, Google analytics, Online advertising, and
your Digital Marketing Toolbox to name but a few of the areas to be covered
more details to follow soon
Virtually all bulk materials handling systems
generate dust. Even dusty foodstuffs are a hazard to health. Such dust can
damage the lungs and, when suspended in air in the right ratios, many
organic materials are an explosion risk. Therefore dust collection, air
filtration, cleaning up of spilled or settled dust and correct choice of air
handling equipment are essential considerations for any bulk materials
storage, handling or processing operation.
SHAPA Member,
PAR Group have improved their timing screw, scroll, screw feed and auger
manufacturing capabilities with the purchase of a new CNC 4th axis milling
machine.
The new equipment, commissioned
earlier this month, is some of the most advanced milling technology
available on the market. It compliments a number of similar machines already
in operation at PAR and provides improvements such as an increased bed size,
integrated 4th axis capability, and live tooling provision. This allows for
the manufacture of augers and scrolls up to 1 metre in length which is
significantly larger than possible with PAR Group's previous machine
capabilities.

Why not join us for our next shapa general meeting to be held on the 13th
July at the George Hotel in Lichfield starting at 10:00. Along with a couple
of member speakers and an oppertunity to network, we will also have an
external speaker on the implementation of the UKCA mark and how to keep up
with the directive. Directly following the general meeting and lunch we will
be hoilding a joint technical and marketing meeting. Why not come along and
meet face to face with your colleagues from the industry, for further
details contact Ian Birkinshaw on
info@shapa.co.uk
2022 has once again been an excellent year for the
Solids Handling industry with many successes in all areas of solids and
material handling, all the nominations for these awards show the strength
and depth of the solids handling industry and we thank all the nominees for
sharing their own successes. SHAPA is pleased to announce the winners of
this year’s awards which include two new categories, the Sustainability
award and the Apprentice Prize award
It is well established that the SHAPA membership comprises many exceptional
companies in bulk materials handling and processing, their combined
experience amounting to many centuries of knowledge.
All these companies are showcased within the SHAPA website and along
with the equipment finder is the go-to place for all of your bulk and solids
handling requirements...
Shapa are holding the 14 th Digital
Marketing Workshop, this highly successful event helps keep pace with
the latest developments in Digital marketing. The event is exclusively
for member companies and covers, whats new in Digital Marketing, Google
analytics, Online advertising, and your Digital Marketing Toolbox to name but a few of the
areas to be covered.
SHAPA 2022 AGM
Shapa will be holding its 2022 AGM on the 27th April 2022 in the evening at
the Brooklands Museum in Weighbridge which is open for members of the
association. please find a link to the
AGM notice, if you
wish to attend the Agm please email
info@shapa.co.uk for a booking form
Smoke and dust are both known as particulate matter .
These particles can be measured via a number of different techniques,
including Opacity and Triboelectric effect. Opacity is a measure of light
attenuated as it crosses a stack....
The next general meeting for SHAPA members will take place virtually
using the zoom platform at 10:00am on wednesday 19th January 2022 in
addition to the normal business we have three presentations for the meeting.
click the
link to download the Agenda for the meeting if you need login details
please email info@shapa.co.uk
With articles and information from across the industry, the new SHAPA
Supplement is a must read to find out whats positive about our industry,
open up the link today and keep upto date
SHAPA Meeting Covid Update
Due to the increase in the number of Covid cases over the Christmas
and new year period it has been agreed that the SHAPA meetings in January
and Feburary will now be transferred to online meetings. login details and
the Agenda will be issued in due course.
A Happy New year to you all and lets stay safe in 2022
The Solids Handling & Processing Association (SHAPA) are delighted to
announce that the annual Solids Handling Awards to promote success and
achievement across our collective industries, opens on the 1st
December 2021 to all
companies registered in UK, whether SHAPA members or not, who are
directly involved in the solids handling and processing industry.
This exciting opportunity will comprise awards in six categories:
the Innovation Award, the Export Award, the Sustainability Awards, the Newcomer Award,
the apprentice prize award and the SHAPA
Company of the Year Award.
It used to be that all you needed to store your materials was a large area
where your product could be piled high on top of itself out in the open air.
As time moved forward the need for more sophisticated storage solutions were
required to safely store the ever-increasing range of bulk solid materials
with their different characteristics. ...
A new online course UNDERSTANDING THE TOTAL COST OF
OWNERSHIP is being organised by ABTO, The objective of the course is to
raise awareness amongst bulk terminal buyers of the need to behave in a
better-informed way and equipment suppliers to understand the operational
needs of the equipment they are supplying.
download the flyer today
SHAPA 40th Anniversary Celebration Lunch
SHAPA will be holding a 40th anniversary celebration lunch and awards
presentation on the 22nd september 2021. The celebration is to be held at
the George Hotel in Lichfield. for further details download the event
invitation
and
booking form The event is free to attend for Shapa Members.
- Selecting the most suitable dust
control equipment is not an easy task. Many manufacturers will encourage
businesses to buy equipment that happens to be in their own product
portfolio; but is it always the right equipment for the job?
Latest News
We have confirmed with the George Hotel in Lichfield that the gereral
meeting will be able to take place in person on the 7th July. if you wish to
attend please let the General Secretary Ian Birkinshaw know on
info@shapa.co.uk we look forward to
seeing everyone again
For more than a century there have been efforts to improve air quality in
the working environment, both in enclosed factories and other industrial
areas. Even with scant knowledge of respiratory diseases it had been clear
that people were more productive in a cleaner and better environment.
2021
has once again been an excellent year for the Solids Handling industry with
many successes in all areas of solids and material handling, all of the
nominations for these awards show the strength and depth of the solids
handling industry and we thank all the nominees for sharing their own
successes.
Well, what a year that was!
One we’ll never forget.
O
ur conversation has been dominated by a
vocabulary that a short time ago would never have been dreamt of – Covid,
Lockdown, R-number, and of course . . . Brexit!
The Chinese have an adage “It’s not good to live in interesting
times”...
2021 has once again been an excellent year for the Solids Handling industry
with many successes in all areas of solids and material handling, all of the
nominations for these awards show the strength and depth of the solids
handling industry and we thank all the nominees for sharing their own
successes...
Most products at some stage of their life during production or manufacture,
utilise materials in powder or granulated form. This is where the challenge
can be for the designers of equipment and processes to move these types of
materials from place to place, either horizontally, vertically, or somewhere
in between....
Shapa are holding the 13th Digital Marketing Workshop, this highly successful event helps keep pace with the latest developments in Digital marketing. The event is exclusively for member companies and covers,
2021 Digital Marketing trends, Tips for merketing in a downturn, how to
run effective online events, lead generation, social selling B2B to name but a few of the areas to be covered...
The details for BULKEX 2021 have been announced, with a pronounced
technical emphasis, the conference is focusing on current and impending
opportunities and achievements in the bulk materials handling industry.
The two-day event on 12th & 13th October 2021 has a packed programme of
inspiring speakers planned to deliver insights on topical technical issues
and pending projects.
With articles and information from across the industry, the new SHAPA
Supplement is a must read to find out whats positive about our industry,
open up the link today and keep upto date
The Solids Handling & Processing Association (SHAPA) are delighted to
announce that the annual Solids Handling Awards to promote success and
achievement across our collective industries, are now open to all
companies registered in UK, whether SHAPA members or not, who are
directly involved in the solids handling and processing industry. This exciting opportunity will comprise awards in four categories:
the Innovation Award, the Export Award, the Newcomer Award and the SHAPA
Company of the Year Award. The awards are open for applications from
the 1st December 2020 the closing date for
all entries is 28th February 2021for more information check out the
link
While
organisations have had to realign their products and services to meet the
restrictions imposed by the Covid 19 pandemic many have been faced with also
having to quickly automate their systems and procedures to cope with the
uncertainty in the labour market due to the continual changes in guidance
from the authorities. One of the main ways to bring automation into the
workplace is to enhance your existing control systems...
ATEX fans are fans designed for use in potentially
explosive atmospheres and are governed by EU Directive 2014/34/EU. This
Directive is intended to increase safety by using a logical risk
identification and mitigation method for design manufacture and use...
With the total lockdown released by the UK government and being replaced
with a more targeted approach, UK and European organisations are starting to
get back to working more productively. However, as the overall situation has
not yet stabilised with new Covid spikes being found across Europe and the
deepening crisis in the Americas, Middle East and India, exporting and
importing is going to be significantly different going forward...
It is well established that the SHAPA membership comprises many
exceptional companies in bulk materials handling and processing, their
combined experience and knowledge amounting to a few centuries. All are
merely a few “clicks” away on the SHAPA website www.shapa.co.uk . This
is an invaluable resource for all project engineers and specifiers
engaged in new projects, updating plant and installations, or simply
looking for life extending efficient maintenance.
This leading
resource is continually evolving with new technical papers being added all
the time...
With the lockdown starting to be released in the UK, Europe and the wider
world companies are starting to get back to working productively. However,
things are looking different going forward. With a vaccine that may be six
to eighteen months away or not at all if you read some scientific journals
new ways of working are needed to ensure that we continue to be profitable
going forward.
The long term impact of the Covid-19 pandemic is looking to be widespread
and lingering. With the repercussions of lock down, social distancing and
furloughing staff likely to affect every industry in very different and
unexpected ways...
SHAPA teams up with the LEV INDUSTRY FORUM
SHAPA as an integeral part of the LEV Industry Forum - Competency Working
Group have together produced a
LEV knowledge guidance matrix for key roles in the LEV industry
highlighting the requirements for each role and where to find the
appropriate information needed to fulfil the role. further information can
be found on the The Chartered Institution of Building Services
Engineers ( cibse) website
link
This
year the Solids Handling Industry Award Ceremony has been held using an
online Zoom Platform, showing that despite the lockdown and the changes in
working practices the SHAPA community continues to work together to develop
new and exciting products, export all over the world, develop our young
people and celebrate the successes of our industry. The winners of the 2020
Solids handing Industry awards are:-.....
It is with great sadness that we report the death of our much loved and
respected colleague and friend Dr Rob Berry after suffering a long battle
with cancer. He will be remembered by the bulk materials handling industry
for his great expertise in powder flowability and by his friends and
colleagues for his kindness, patience and humour...
A message from Theo our Arkwright Student
I am trying to make the most of these difficult times by staying active
and encouraging a positive mindset. Given my school has now closed, I will
continue to to try to make the most of my education, and keep up to date
with work my school have been providing me with online.
As an Arkwright
scholar, and am taking advantage of any extra time to learn about
engineering, and keep up to date with any new advancements made in
engineering.
I hope everybody keeps well
Theo
2020 has once again been an excellent year for the Solids Handling industry
with many successes in all areas of solids and material handling, all of the
nominations for these awards show the strength and depth of the solids
handling industry and we thank all the nominees for sharing their own
successes...
Following the recent announcements regarding the current Coronavirus and
its implications on travel and meetings, the SHAPA council have agreed to
postpone the Annual AGM and Awards Dinner for this year until we feel that
the situation has come under control and the advice from the government has
been relaxed. We also intend to cancel face to face meetings until the
advice changes, we are sure that within your own businesses you are taking
similar precautions....
Annual Awards Dinner Cancelled
Due to the current situation regarding the Coronavirus outbreak, the
council have agreed to cancel the Awards dinner which was due to take place
on the 22nd April. arrangements are being made to carry on with the Awards
presentations and AGM further details to follow
The need for solid health and safety systems, procedures and practices
are more important than ever as we move out of the European and Customs
union into the wider world sometimes using the World Trade Organisation
rules for the global market. While it is hoped that in time that the UK will
negotiate reciprocal trade agreements with many of our trading partners
throughout the world, there is a need to make sure we do not miss out on
opportunities during this period of change....
Solids Handling Industry Awards
The 2020 Solids Handling Industry Awards Dinner is being held at the
Brookland Museum in Weybridge on the 22nd April 2020. Dont miss out on the
prestegious Black tie dinner with two free places for members, download the
booking form today and guarantee your place.
Download the booking form today
Shapa are holding the 12 th Digital Marketing Workshop, this highly successful event helps keep pace with the latest developments in Digital marketing. The event is exclusively for member companies and covers, whats new in Digital Marketing, Google analytics, Online advertising, and your Digital Marketing Toolbox to name but a few of the areas to be covered...
Size reduction is one of the oldest processes known to man from before
time when grains were pounded and ground to make flour. Size reduction
machines still mill harvested materials but also a vast variety of other
food, chemical, pharmaceutical and mined materials too...
Merry Christmas

The Solids Handling & Processing Association (SHAPA) are delighted to
announce that the annual Solids Handling Awards to promote success and
achievement across our collective industries, are now open to all
companies registered in UK, whether SHAPA members or not, who are
directly involved in the solids handling and processing industry. This exciting opportunity will comprise awards in four categories:
the Innovation Award, the Export Award, the Newcomer Award and the SHAPA
Company of the Year Award...
Shapa Welcomes their new Arkwright Student
SHAPA Council Member James Podevyn and Ian Birkinshaw attended the
Arkwright scholarship presentation event in Edinburgh to welcome our new
Arkwright scholar Theo Cains to the Association

Over the past months The SHAPA technical committee have reviewed the
information available and updated the advice given in the two publications
within the SHAPA technical library available at
https://www.shapa.co.uk/technical.php these being Compliance with
Legislation Implementing the Atex directive and an Atex PowerPoint
presentation....
Wherever solid particulates are handled, processed, stored or are
created, as a bi product of a process such as machining or finishing, dust
is usually generated.
This dust needs to be controlled to prevent risks
to health and environmental damage...
Industry 4.0 is reported to be the next major revolution in
industrialisation. The main focus is to take all the individual processes
and systems that are used in manufacturing to manage and control production,
and import them into a cloud-based system This allows the workflow, product
changes and the management of each and every individual machine or a series
of machines can be controlled remotely...
Sucess for Georgina
Georgina Edwards, SHAPAs Arkwright Scholar has sucessfully passed her A
levels with flying colours and is now bound for Loughborough University to
continue on with her studies. We wish her well in the future and pass on our
congratulations and best wishes.
Shapa has been working with Santander to help organise a World Food India
19 trade mission to take place on the 1- 4th November 2019, for more
information please download the flyer
here
Most products at some stage of their life during production or
manufacture, utilise materials in powder or granulated form. This is where
the challenge can be for the designers of equipment and processes to move
these types of materials from place to place, horizontally, vertically or
somewhere in between. The conveyor or elevator designer must consider a
multitude of parameters, probably more than twenty in their pursuit of the
most effective solution....
There are many types of valves used within the bulk handling industry for
controlling, conditioning or diverting the flow of powders or liquids. There
are three main types of valves, these being shut off, diverter and rotary
valves.
2019 has once again been an excellent year for the
Solids Handling industry with many successes in all areas of solids and
material handling, these successes have produced a strong shortlist for each
of this years award categories. This year the award categories are, Solids
Handling Export Award, Solids Handling Innovation Award, Solids Handling
Newcomer Award and Solids Handling Company of the year award. The
shortlisted nominations for each award category are:-
Bookings are now being taken for the 2019 Solids Handling Industry Awards
evening. This year the awards are being held at the Royal Armouries in Leeds
on the evening of the 8th May. Once again one delegate from each member
company can attend the AGM and dinner free of charge, with additional
delegates paying a nominal fee to cover the evening meal.
These awards are going from strength and this years nominations have been
among the best that we have received. After the award presentations we will
be entertained by local comedian Brian Newbold who comes highly recommended.
There are still places available for this chance to celebrate the best in
our industry and network with your friends and colleagues. Once again the
dinner is open to members, their spouses, partners, customers and suppliers.
So don’t miss out on this great opportunity just complete the booking form
to guarantee your place Please follow the link to
download the
AGM and Awards dinner booking form
SHAPA is proud to be involved with International Women’s Day on the 8th March to celebrate and promote successes in the world of Solids Handling and Processing. International Women’s Day provides a spotlight to showcase the commitment to women's equality, launch new initiatives and action, celebrate women's achievements, raise awareness, highlight gender parity gains and more.
See the Full story here
Most common manufacturing applications have a requirement for the use of Industrial metal detection systems for the inspection of bulk powders, granular or free flowing products. This is common place within the majority of most Food, Pharmaceutical and O.E.M applications where metal detection systems are used as part of a quality control programme.
The terminology ‘mixing’ and ‘blending’ is often grouped together as the same process, technically they are slightly different. The process of blending is the homogenous distribution of differing materials and is usually a relatively gentle process. Whereas mixing is usually a more aggressive process involving the combining of materials through the beating or stirring of the contents within a static vessel...
SHAPA are holding the workshop to give designers of machinery the knowledge and tools to design safe machinery in accordance with current Machinery and associated directives. it will also include a section on any implications as a result of the brexit agreements...
Shapa are holding the 11 th Digital Marketing Workshop, this highly successful event helps keep pace with the latest developments in Digital marketing. The event is exclusively for member companies and covers, whats new in Digital Marketing, Google analytics, Online advertising, and your Digital Marketing Toolbox to name but a few of the areas to be covered...
16th Jan 2019 Shapa General Meeting - Agenda
Agenda for the SHAPA General Meeting- Wednesday 16th January 2019 at 10:00 am
The George Hotel
Lichfield
WS13 6PR
1. Apologies for Absence
2. Minutes and Matters Arising
3. General Secretary’s and Membership Report
4. Chairman’s Report
5. Technical Committee Report
6. Marketing Committee Report
7. Coffee
8. Presentations
Imagineering – A New project
Bob Shanks - Imagineering Foundation
Maximising your innovations
Tony Cassidy- The MPA Group
9. AOB – and dates of next Meetings
10. Buffet lunch
Merry Christmas


The Solids Handling & Processing Association (SHAPA) are delighted to announce that the annual Solids Handling Awards to promote success and achievement across our collective industries, that are open to all companies registered in UK, whether SHAPA members or not, who are directly involved in the solids handling and processing industry...
2019 Solids Handling Industry Awards open on the 1st December 2018
The 2019 Solids handling Industry awards are oepn form the 1st December 2018, the Catagories are Innovation, Export, Newcomer and Company of the Year. This year the Awards Ceremony will be held at the Royal Armories in leeds on the 8th May 2019. Don't miss out on these prestigious awards
download the application form today.Tthe closing date for entries is the 28th Feburary 2019.
As this year’s exhibition season is now ending it is very heartening to see that despite competition from other media, internet and so on, the physical exhibition remains an important marketing tool. Three of the exhibitions held this autumn, Recycled Waste Management (RWM), PPMA and BULKEX18 for Bulk Handling equipment providers and processors demonstrated the wide reach of our remit, from raw material production, via processing and manufacture, packaging and distribution through to final recycling and waste disposal...
Digital Marketing Workshop 2019
The date for the next Digital Marketing workshop has been announced as the 26th March 2019 at the East Midlands Hilton Hotel more details to follow.
Shapa is running a new Introduction to Bulk Handling Workshop to be held at Nestle in york on the 4th December 2018. This workshop is specifically designed to take some of the mystique out of solids and bulk handling...The course which
is aimed at those who have just joined the bulk handling community and those who already work in the bulk handling industry in sales, marketing, accounts and operations etc. who feel that they need a deeper understanding of how
their products and services fit into the wider environment....
It is well known that an elegant design that works reliably is devoid of baulking obstructions and ambiguities and is simple to understand and operate. It is, of necessity, the result of ingenuity, experience, good applied science and engineering....
For more than a century there have been efforts to improve air quality in the working environment, both in enclosed factories and other industrial areas. Even with scant knowledge of respiratory diseases it had been clear that people were more productive in a cleaner and better environment....
SHAPA announces the award catagories for 2019
The catagories for the 2019 Solids Handling Industry Awards have been Finalised, these are, Innovation, Export, Newcomer and Company of the Year. The presentation of the awards will be on the 30th April 2019. A venue will be announced shortly
It used to be that all you needed to store your materials was a large area where your product could be piled high on top of its self out in the open air. As time has moved
forward the need for more sophisticated storage solutions are required in order to safely store the ever-increasing range of bulk solid materials with their differing properties .....
SHAPA July General Meeting
The next SHAPA General meeting is on the 4th July at the George Hotel Lichfield download the agenda here
Shapa's Arkwright Student posts her latest Blog
What an incredible experience competing at the National Finals of the F1 in Schools competition. Throughout 2 days of intense competition and jam packed action, Ginetta Racing Edu earnt the ‘Team Sponsorship and Marketing’ award, as well as being nominated for the ‘Pit Display’ and ‘Innovation’ awards, and having the second fastest car!
Read the full article here
Since time immemorial progress has been driven by innovation and invention and the desire to continually improve and better ones self. The desire to learn, improve and push at boundaries is an integral part of our nature. Whilst innovation in solids handling and processing seldom hits the headlines, it nonetheless drives the machinery of progress across an enormous range of industries.....
2018 has been an excellent year for the Solids Handling industry with many successes in all areas of Solids Handling, these successes have produced a strong shortlist for each of the award categories. this year the sortlisted entrys are
....
10th Anniversary Digital Marketing Workshop
Details of the 10th annual digital marketing workshop have been released,download the flyer for the event here and a
booking form to make sure you do not miss out on this vital workshop which will give you the tools to improve your digital marketing profile
Health of the Nation
The need for solid health and safety systems procedures and practices is more important than ever as we move out of the European and customs union into World Trade Organisation rules for the global market read
more here....
Many companies are founded on the back of an innovative idea by forward thinking people skilled in design, engineering, project management, marketing or other discipline. Whilst still small, the skills required to operate all aspects may possibly be gained by the founder. In former, less complicated times this may have been true as the firm expanded, but the pace of change of technology, standards and legislation as well as in marketing and particularly in financial accounting necessitates constant learning and improvement. The huge range of applications and processes served by our industry just adds to this challenge.....
Reaching the end of a very busy Christmas term, we have lots to look back on, such as assisting backstage with the school play and Christmas concert, as well as designing and manufacturing the F1 in Schools Car....
SHAPA January Meeting
The next General meeting will be held on the 24th January at the George Hotel in Lichfield starting at 10:00
Find out about OEE and GDPR, along with all the usual networking oppertunities.
for more details email Ian at
info@shapa.co.uk and download the
agenda
Applications are invited for the 2018 Solids Handling Industry awards
Shapa has launched the 2018 Solids Handling Industry awards, these awards are now open to all UK registered member and non member companies and institutions operating in the Solids Handling and Processing Industry. Application forms will be available direct from the website from 01/12/2017 and winners will be announced and presented at the awards ceremony in the evening of 17th April 2018 more information is available in the
link
2018 Solids Handling Industry Awards
Details of the award catagories and award launch date have been announced, for further information follow the
link
Solids Dortmund 2018
Details have been released regarding the international Solids Handling show to be held in Dortmund on the 7th and 8th November 2018, for more information please follow the
link
CHoPS 2018
**Abstracts deadline extended to 22-12-17 ** for more information follow the
link
Financial Awarness Training
This course has been especially designed for Shapa members and will include content specifically related to our industry
Who should attend ?
Anyone involved in driving their business forward e.g Managing Directors, Directors/Managers & Account Managers etc , whatever their level of financial knowledge. The workshop is designed to enable everyone to take away practical tips and strategic insight suitable to their skills and experience, whether you are a beginner, intermediate or advanced. So join us for and inspiring and enjoyable day out.
Download the detailedinformation and a
booking form,today
If you can return these back to info@shapa.co.uk as soon as possible so I can make the necessary arrangements and if you feel that this course would help with someone in your close supply chain please feel free to include them.





















{kind=link}